歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification
鋼筋直螺紋套筒用絲頭絲頭加工,即給鋼筋剝肋滾壓直螺紋,標(biāo)準(zhǔn)型直螺紋絲頭長度不應(yīng)小于連接套筒長度的1/2,允許加工誤差(0,+2p)(p為螺距):牙頂寬度大于0.3P的不完整螺紋累計長度不得超過兩個螺紋周長。絲頭加工時應(yīng)使用水性潤滑液,不得使用油性潤滑液。加工時操作者自檢絲頭質(zhì)量 。

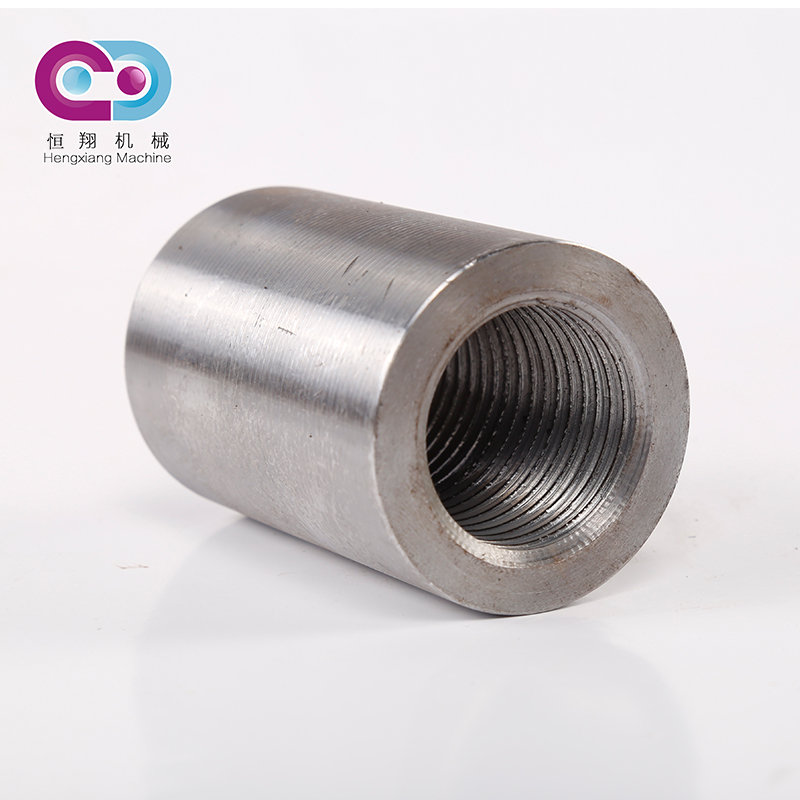
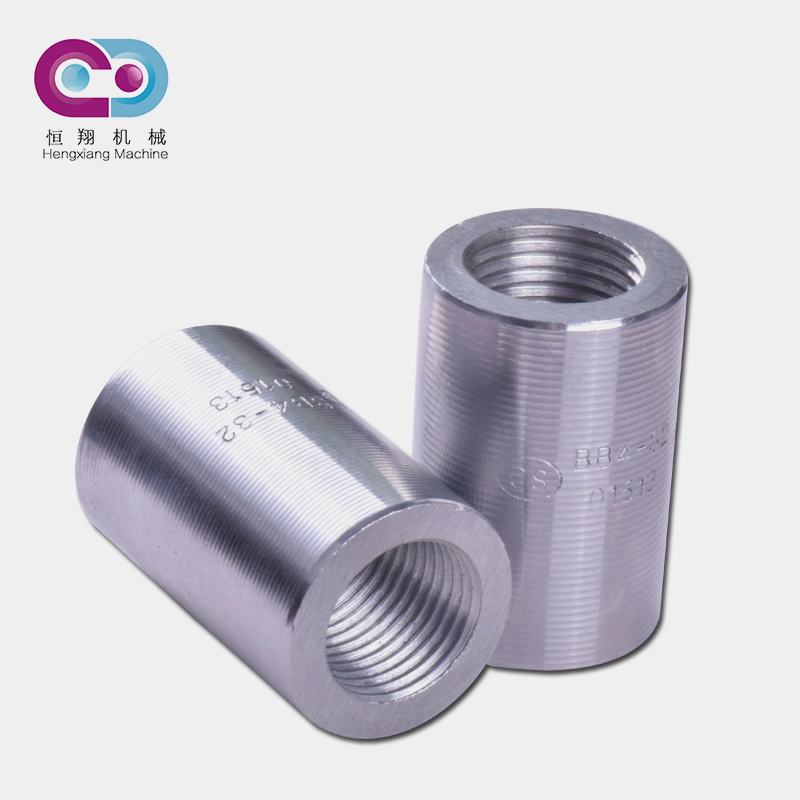
1 螺紋牙形及直徑:目測并用螺紋環(huán) 通、止規(guī)進(jìn)行檢驗。要求牙形完整, 牙頂寬度大于 0.3P 的不完整絲扣累計 長度不得超過兩個螺紋周長。環(huán)通規(guī)能順利旋入螺紋,環(huán)止規(guī)旋入量不應(yīng)超過3P(P 為螺距)。
2 絲頭長度:用卡尺或?qū)S昧恳?guī),其長度應(yīng)為標(biāo)準(zhǔn)型套筒長度的 1/2, 其公 差為+2P(P 為螺距),鎖母型接頭加長端絲頭長度應(yīng)符合設(shè)計要求。
3 操作工人每加工10個絲頭用環(huán)通、 止規(guī)檢查一次,外觀檢驗應(yīng)逐個進(jìn)行,絲頭表面不得有影響接頭性能的損壞及銹蝕。
專業(yè)生產(chǎn)直螺紋鋼筋套筒、冷擠壓套筒、鋼筋灌漿套筒、正反絲套頭筒、變徑套筒、墩粗套筒頭及鋼筋剝肋滾/車絲機(jī)、全自動冷擠壓機(jī)、墩粗機(jī)等設(shè)備,河北恒翔從研制、設(shè)計、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:460207955@qq.com
備案號:冀ICP備19031964號-1
全國服務(wù)熱線

掃一掃添加微信