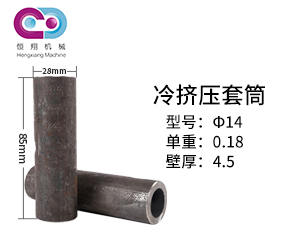
鋼筋套筒的工藝操作要點
1)鋼筋螺紋加工
① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。
② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。
③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。
④ 經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。
⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。
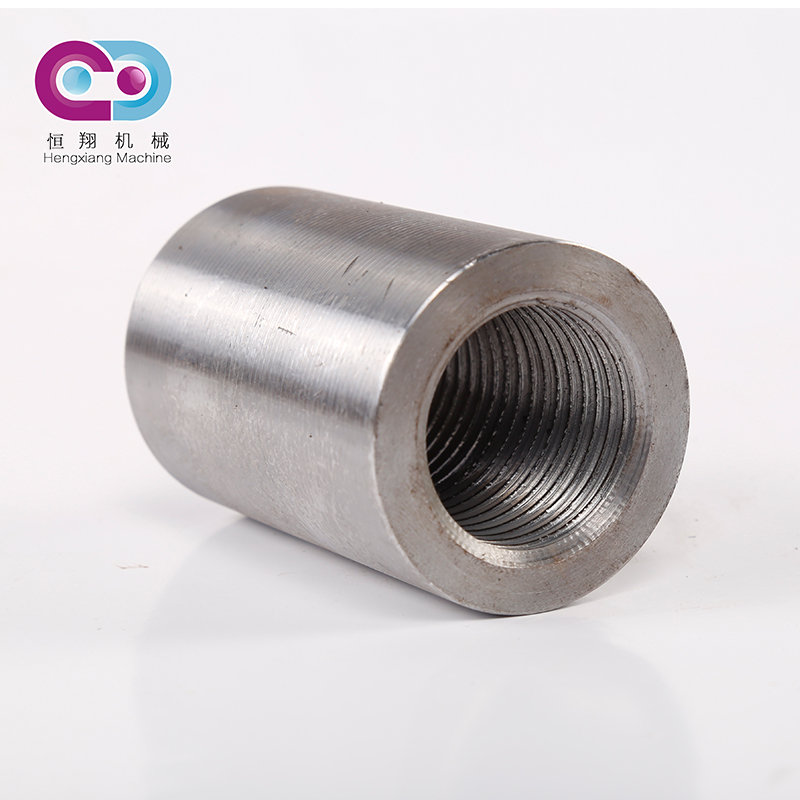
2)鋼筋連接
① 連接鋼筋時,鋼筋規格和連接套的規格一致,鋼筋螺紋的型式、螺距、螺紋外經應與連接套匹配。并確保鋼筋連接套的絲扣干凈、完好無損。
② 連接鋼筋時應對準軸線將鋼筋擰入連接套。
③ 接頭拼接完成后,應使兩個絲頭在套筒中央位置互相頂緊,套筒每端不得有一扣以上的完整絲扣外露,加長型接頭的外露扣數不受限制,但有明顯標記,以檢查進入套筒的絲頭長度是否滿足要求。